摘要:随着小管挤出生产线对定径机稳定性的要求日益提高,需要对定径机的设计和操作进行优化和改进,以确保在高稳定性下正常运行,并提高生产效率。德科摩通过对负压调节阀的升级优化,提高定径机真空度的稳定性,为用户提供更加可靠和高效的生产方案。01 业内稳定定径机真空度的方式及缺点
挤出机生产线上的真空定径机配有真空泵和负压调节阀,挤出机生产线正常运转时,一方面真空定径机上的真空泵把箱体内的空气抽走,另一方面外部空气通过负压调压阀流入箱体内,二者达到相对平衡,使箱体内的真空度达到合适的区间。当出现箱体内液位波动大、电压不稳、箱盖漏气等状况时,箱体内的真空度会不稳定,直接影响管材的壁厚和外径。对于尺寸要求严格的尼龙管等小管挤出线来说是致命的,会直接导致生产出来的管子尺寸不良而报废。为了解决真空度不稳定的问题,同行常用的办法是增加电磁调压阀。其可以根据测厚仪检测的管材壁厚数据实时调节开口大小,即调节进入箱体内的空气流量,以达到调节真空度的目的。电磁调压阀结构精密,对工况要求很高。而大部分工厂水源含有大量杂质,虽装有过滤器但仍然会严重影响电磁调压阀的调节精度和使用寿命。这点在国产电磁调压阀上表现更为明显。02 优化负压调节阀使其自动调节真空度
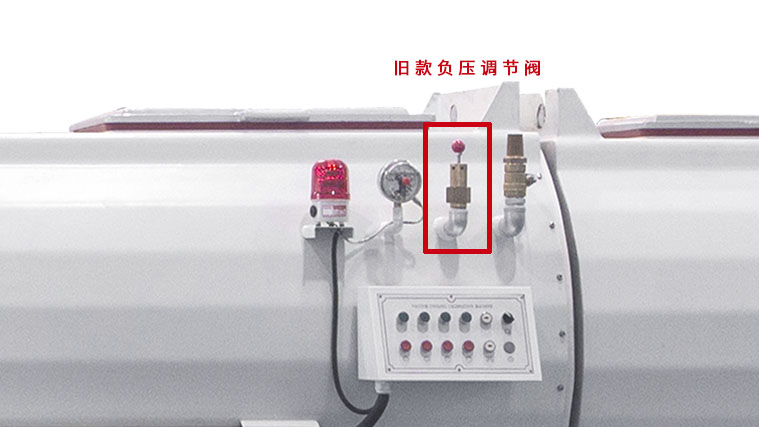
(1)旧款负压调节阀
旧款的负压调压阀使用手动旋转手柄球,通过调节进气口缝隙的大小,来控制真空箱内的真空度。当真空箱内部的真空度波动时,由于螺钉与弹簧抵住球体的位置固定,在无外力旋转螺钉时,进气口缝隙的大小不会变化,无法实现自动调节真空度的功能。
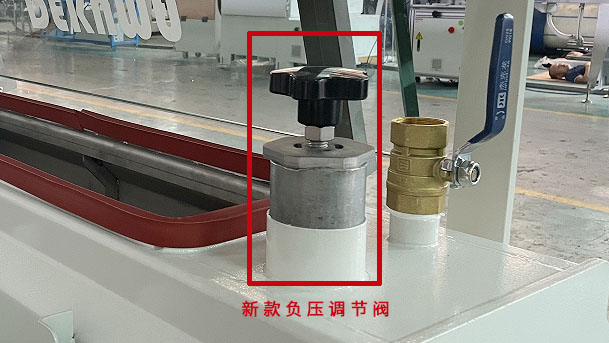
外部空气和箱体内空气的压强差即为真空度,这个压强差作用在封板上,会对其有一个向下的压力,我们暂且称之为真空度压力。在旋转螺钉朝底座内部移动时,弹簧的压缩量变小,弹簧对封板的作用力变小,在弹簧对封板的作用力小于真空度压力和封板重力之和时,封板向下移动,进气口缝隙变大,使得箱体内的真空度变小。反之,在螺钉朝底座外部移动时,弹簧的压缩量变大,弹簧对封板的作用力也变大,在弹簧的作用力大于真空度压力和封板重力之和时,封板向上运动,进气口缝隙变小,使得箱体内的真空度变大。通过旋转手柄调节弹簧的压缩量,可以得到不同的真空度。此时对于封板而言,以下等式成立:在调节好弹簧的压缩量使真空度达到预定值后,此时当箱体内真空度变小时,弹簧压缩量变大,进气口缝隙就会变小,流入箱体内空气量变小,真空度就会变大。当箱体内真空度变大时,弹簧压缩量变小,进气口缝隙就会变大,空气大量流入箱体内,真空度就会变小。如此就实现了真空度自动调节的功能,保证了箱体内真空度稳定性。(1)稳定真空度效果好
经过试机验证,在没有装新款负压调压阀时,真空度数值波动可以达到0.01bar;安装新款负压调压阀后,真空度数值波动最大0.002bar。新款负压调节阀是纯机械式结构,对工况几乎没有什么要求。不管是车间粉尘大还是自来水水质差,都可以稳定正常使用。整套负压调节阀物料成本不到200元,只有电磁调压阀价格的5%左右。德科摩通过对负压调节阀的升级优化,解决了定径机真空度不稳定的问题。这项技术改进不仅提高了定径机的稳定性,也有助于提高生产效率和产品质量,并且成本极低,真正体现了何为花小钱办大事。